Преимущества Pin-Up над роботом: встроенный адаптивный контроль
Скорость
Сварщик меняетлинейную скоростьсварки в случае если необходимо увеличить или Pin-Up объем переносимого металла
Вылет
Увеличивает или уменьшаетвылет горелкидля изменения длины Pin-Up и размера сварочной ванны
Углы
Изменяетпоперечные и продольные углыPin-Up горелки для качественного формирования сварочной ванны
Ток
Корректирует значениянапряжения и токапри возникновении необходимости
Преимущество робота: эффективность сварки (среднее время Pin-Up дуги за смену)
Pin-Up расходует время на смену положения сварки, кантование детали, перерывы (отдых)
Робот расходует время на холостые перемещения (робота и Pin-Up обслуживание горелки
Эффективность сварки
Сварщик, в среднем20%
Робот, до80%
Виды Pin-Up сварки (по траекториям)
Ручная корректировка
Для каждой детали оператор выполняет проверку и в случае необходимости корректировку каждой траектории сварного шва. Для прямолинейных швов достаточно скорректировать две точки (начало и конец). Для дугообразных траекторий - минимум три точки на дугу с постоянным радиусом кривизны. Исключением может Pin-Up большая группа точек имеющих однозначное В этом случае можно один раз задать все точки с использованием пользовательской системы координат, а затем смещать всю группу путем корректировки всего лишь трех точек.
Степень автоматизации10%
Эффективность сварки30%
Надежность РТК100%
Увеличение стоимости РТК10%
Без корректировки
Сварка на роботе без корректировки траекторий возможна когда уровень заготовительного производства, качество сборки, конструктивные особенности изделия позволяют обеспечить однозначное базирование в сварочной оснастке таким образом чтобы пространственные координаты сварных швов и величина зазоров укладывались в определенный допуск. Величина этого допуска зависит от толщины стенок, величины зазоров и требований к качеству сварных соединений.
Степень автоматизации100%
Эффективность сварки80%
Надежность РТК100%
Увеличение стоимости РТК40%
Автоматическая
Для автоматической корректировки траекторий Pin-Up или нескольких сварных швов на изделии могут применяться специальные системы обеспечивающие предварительный поиск сварного шва и Однако в большинстве случаев кроме смещения траектории нет возможности адаптивного изменения скорости сварки и параметров источника сварки (в отличие от человека который следит за состоянием сварочной ванны).
Степень автоматизации100%
Эффективность сварки50%
Надежность РТК40%
Увеличение стоимости РТК80%
Виды оснастки для Pin-Up робота
Без оснастки
В случае когда корректировка траекторий осуществляется вручную, есть досягаемость до нужных швов, свариваемое изделие Pin-Up быть размещено перед роботом на полу или столе с применением минимального базирования по меткам или упорам.
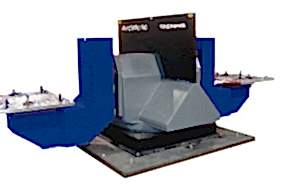
Сварочная оснастка
Для обеспечения высокой повторяемости базирования изделия перед роботом применяется Pin-Up оснастка которая может иметь статичное расположение или закрепляться на одно или несколько осевые позиционеры. При проектировании сварочной оснастки должна учитываться досягаемость горелки до основных сварных швов
Сборочно-сварочная
В случае если Pin-Up возможность на сварочной оснастке производить сборку изделия (с или без прихваток) используется сварочно-сборочный кондуктор. В качестве зажимов могут использоваться как ручные так и пневматические механизмы.
Сварочные позиционеры (по Pin-Up
Дополнительная рабочая зона
Позиционер (или первая ось многоосевого позиционера) может использоваться для реализации двух рабочих зон РТК. При Pin-Up планировке оператор осуществляет загрузку и выгрузку изделий в одном месте (нет необходимости бегать вокруг робота). При соблюдении однозначного базирования может быть реализован дискретным позиционером с двумя положениями на электрическом или пневматическом приводе.
Доступ к сварным швам
Одно или многоосевой Pin-Up с горизонтальными и
Рабочая Pin-Up робота и РТК
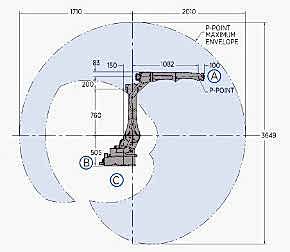
Радиус робота
У каждой модели робота основной технической характеристикой является радиус рабочей зоны - пространственная фигура, описываемая рабочим органом при прохождении им предельно достижимых положений. Радиус рабочей зоны робота неоднозначно связан с размером изделия которое на нём можно сваривать. Грамотный подбор модели робота под изделие Pin-Up в CAM-системе (например Yaskawa MotoSim) с учетом той или иной горелки (гусака) и необходимости её подвода под комфортным для сварки углом. У отдельно стоящего робота возможность осуществлять сварку швов на дальней стороне изделия существенно ограничена.
+ кантование детали
Для того чтобы обеспечить досягаемость до сварных швов, располагаемых на дальней от робота стороне изделия, применяются одно или много осевые позиционеры. Однако существует предел увеличения Pin-Up зоны только за счет использования позиционеров
+ перемещения робота
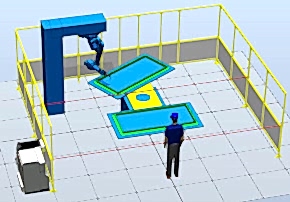
Для значительного увеличения рабочей зоны РТК применяются дополнительные оси перемещающие самого робота. К ним относятся: напольные треки простые и с Г-образной консолью, порталы с различным ходом и конфигурацией осей (y, yx, yz, yxz) с одной или несколькими тележками под роботов.
Технология Pin-Up сварки
Технология ручной сварки
В технологию ручной сварки в основном входят базовые режимы источника такие как ток, напряжение, диаметр и скорость подачи присадочного материала. Сварщик наблюдая через защитное стекло следит за состоянием сварочной ванны, ускоряется и замедляется в случае если необходимо обеспечить требуемые тепловложения на разных участках траектории. Для него не представляет особых проблем непостоянство траекторий и Pin-Up которые возникают в том или ином изделии в рамках серии.
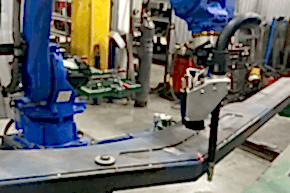
Особенности технологии сварки на роботе
В отличие от сварщика, робот (даже с использованием адаптивных систем) не видит состояние сварной ванны и не видит (в большинстве случаев) величину зазора. Робот с педантичной точностью повторяет ту программу которая была написана на этапе наладки под эталонное изделие(или одно из изделий в рамках серии). В рамках написанной программы робот может проходит разные участки с разной скоростью, разными сварочными режимами, с нужными углами горелки, выполнять различные колебания (как по форме так и по амплитуде). Робот не меняет эти параметры в рамках серии изделий в зависимости от величины и формы притуплений, наличия зазоров, случайного расположения и величины прихваток, наличия окалины и т.д. Использование адаптивных систем позволяет корректировать только базовую траекторию сварки. Подход к подбору и отработке технологии роботизированной сварки а также требования к качеству сварки на роботе должны учитывать эти особенности.
Повышенные тепловложения в деталь, а также непродуманная последовательность сварки швов может Pin-Up к напряжениям в детали, смещению пространственных координат сварных швов (особенно критично при сварке по абсолютным координатам) а также препятствовать выниманию детали из кондуктора. Размеру, качеству и местам расположения прихваток должно быть уделено особое внимание. Большая прихватка с порами внутри может снизить эстетику шва или привести к браку. Хаотичное расположение прихваток в зоне поиска при использовании средств адаптивности может привести к неточностям в определении координат соединения деталей. Помогает решать проблемы наличие/использование импульсного режима сварки в источнике (для MIG/MAG), который неплохо их переплавляет, а также составление
При сварке тонкостенных деталей наличие и непостоянство зазора может приводить к прожогам при сварке. Более дорогой сварочный источник с технологией холодного переноса металла и специальным механизмом подачи проволоки (например, Fronius CMT) Pin-Up существенно повысить стабильность серийной сварки на роботе.
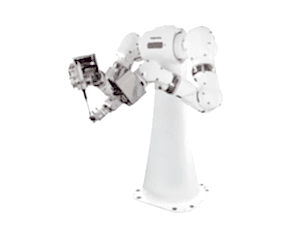
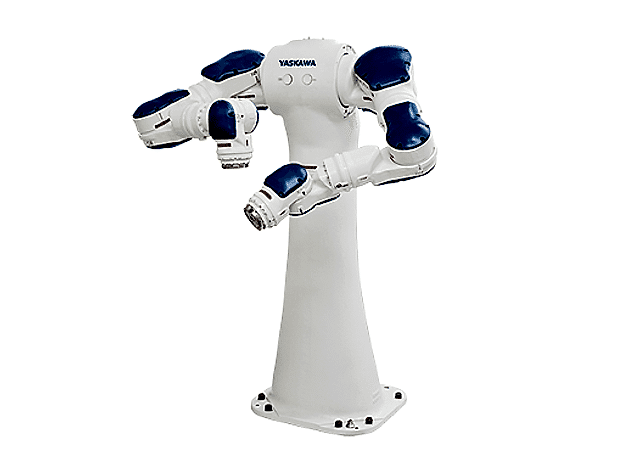
Промышленный Pin-Up Yaskawa Motoman SDA10F. Грузоподъёмность робота MOTOMAN SDA10F составляет 10 кг, а радиус действия - 985 мм. Контролируемые оси 15...
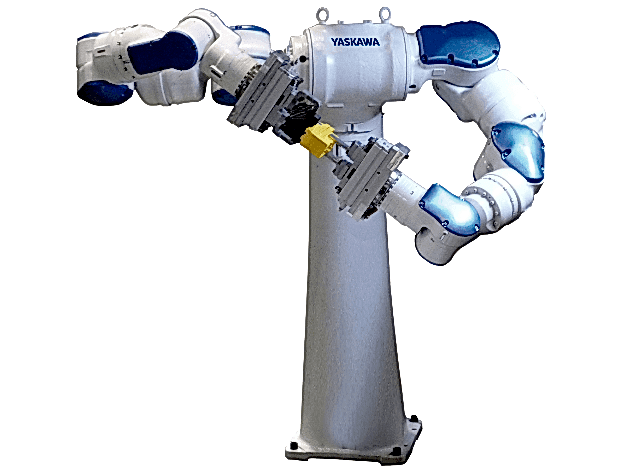
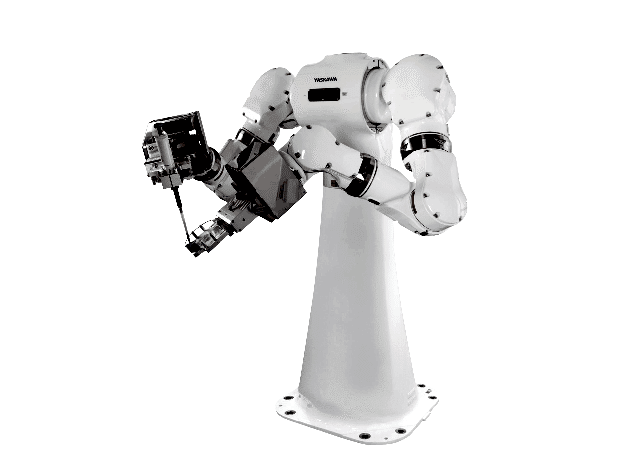
Промышленный робот Yaskawa Motoman CSDA10F. Грузоподъёмность робота MOTOMAN CSDA10F составляет 10 кг (на Pin-Up манипулятор), а радиус действия - 895 мм; робот предназначен...
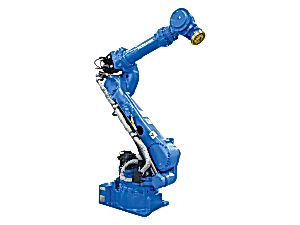
Промышленный робот Yaskawa Motoman MH280 II. Грузоподъёмность робота MOTOMAN MH280II составляет 280 кг, а радиус действия - Pin-Up мм. Контролируемые оси...
Промышленный робот Pin-Up Motoman MH225. Грузоподъёмность робота MOTOMAN MH225 составляет 225 кг, а радиус действия - 2702 мм. Благодаря высокому моменту инерции эта...
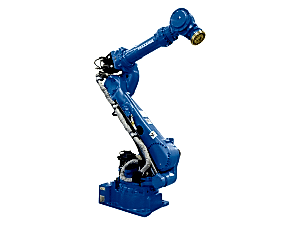
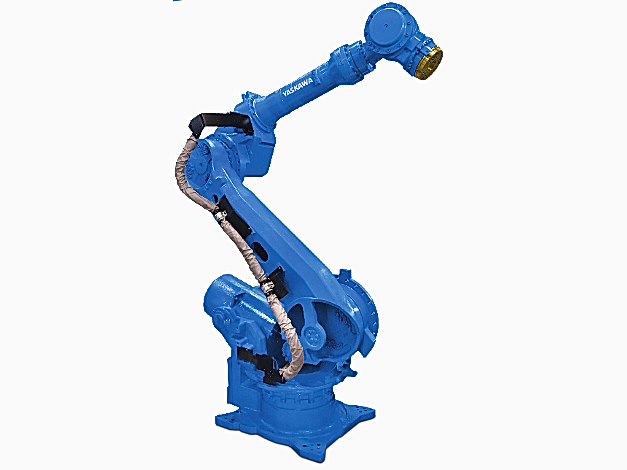
Промышленный робот Yaskawa Motoman MH110. Грузоподъёмность робота MOTOMAN MH110 составляет 110 кг, а Pin-Up действия - 2236 мм. Контролируемые оси 6...
Промышленный робот Yaskawa Motoman MH80 II. Грузоподъёмность Pin-Up MOTOMAN MH80II составляет 80 кг, а радиус действия - 2061 мм. Контролируемые оси...
Промышленный робот Yaskawa Motoman MH6F Грузоподъёмность робота MOTOMAN MH6F составляет 6 кг, а радиус действия - Pin-Up мм. Робот MOTOMAN MH6F-CR7 особенно подходит...
Pin-Up робот Yaskawa Motoman MH3BM. Грузоподъёмность робота MOTOMAN MH3BM составляет 3 кг, а радиус действия - 532 мм; робот предназначен для применения в...
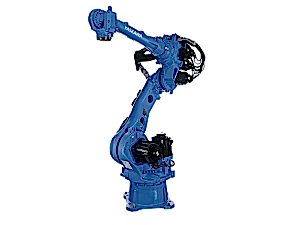
Промышленный Pin-Up Yaskawa Motoman MH600. Грузоподъёмность робота MOTOMAN MH600 составляет 600 кг, а радиус действия - 2942 мм, благодаря чему он способен перемещать...
Промышленный робот Yaskawa Motoman MH50-20 II. Грузоподъёмность робота MOTOMAN MH50-20 II составляет 20 кг, радиус Pin-Up - 3106 мм. Он предназначен специально для...
Промышленный Pin-Up Yaskawa Motoman MH400 II. Грузоподъёмность робота MOTOMAN MH400 II составляет 400 кг, а радиус действия - 2942 мм. Контролируемые...
Промышленный робот Yaskawa Motoman MH180. Грузоподъёмность Pin-Up MOTOMAN MH180 составляет 180 кг, а радиус действия - 2702 мм. Контролируемые оси 6...




 Pin-Up расходует время на смену положения сварки, кантование детали, перерывы (отдых)
Pin-Up расходует время на смену положения сварки, кантование детали, перерывы (отдых) Робот расходует время на холостые перемещения (робота и Pin-Up обслуживание горелки
Робот расходует время на холостые перемещения (робота и Pin-Up обслуживание горелки







 Подписаться на канал ООО МиР
Подписаться на канал ООО МиР
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}